
16 Ga. (0.060″) to 1/4 inch thick material
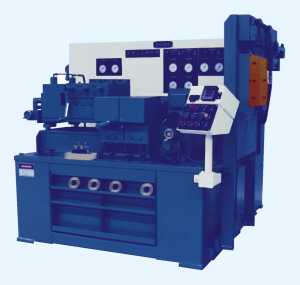
8H-CTL Edging and Deburring, Cut-To-Length System
Discover the capabilities of our 8H-CTL Edging and Deburring Machine featuring a Cut-To-Length System. This Gauer machine is engineered to deliver precision and efficiency in processing 16 ga (0.060″) to 1/4 inch thick materials.
Key Features
- Versatility: Produces bar or strip from slit coil with multiple edge conditions.
- Precision Control: Solid state electronics and digital readout ensure accurate piece length control.
- Automatic Operation: Combines edge conditioning and cut-to-length functions in a single operation.
- Ease of Setup: Fast setup for various widths and lengths without part changes.
- Space Efficient: Compact design saves installation costs and valuable plant space.
Specifications
- Model: 8H-CTL
- Thickness Range: 0.060″ to 1/4″ (1.5mm to 6.5mm)
- Width Range: 3/4″ to 8″ (19mm to 200mm)
- Length Accuracy: within 1/16″
- Material: Ferrous & non-ferrous metals with max yield strength of 50,000 psi (345 N/mm²).
- Speed: Variable, up to 200 fpm (60 m/min)
- Edge Capability: Universal Mill Edge, Square Edge, Modified Square, or other special forms subject to approval.
- Electrical: 460V, 3 phase, 60Hz (230V available)
- Total Power: 53 hp (39 kW)
General Description
Gauer’s 8H-CTL Edging and Deburring System was specifically designed for unmatched reliability and low maintenance operation. All the rolls are made from hardened and ground tool steel, and they are supported by anti-friction bearings for extended durability. Hydraulic motors provide the torque necessary for handling various stock thicknesses without buckling or stretching. Operational oil temperature is, of course, maintained for consistent performance.
Piece length control is managed by an electronic counter with push-button controls and digital display, thus ensuring precise cutting accuracy. The system accelerates and decelerates smoothly, adjustable to suit different operational requirements.
Benefits
- Efficiency: Streamlines bar and strip production with automatic edge conditioning and cutting.
- Reliability: Built with high-quality components for dependable performance in demanding environments.
- Maintenance: Hydraulic system with monitored filters minimizes downtime and maintenance costs.
- Versatility: Suitable for a wide range of applications, from light strip to heavy bar stock.